
Bolts are one of the most common fasteners used in engineering, manufacturing, and construction processes. While some are simple in design and can be manufactured with relative ease, others are more complex (in shape, size, etc.) and call for a more complicated manufacturing process. Regardless, the ways bolts are manufactured are important to understand because they play a larger role in how well the parts perform.
In this article, we’ll discuss a few general methods of bolt manufacturing, as well as give you an inside look at the step-by-step process we use to manufacture a bolt here at Wilson-Garner.
How Is a Bolt Made? 3 Common Methods
Before diving into a real-world bolt manufacturing example, let’s first recap the three most common methods of manufacturing bolts: cold forming, hot forging, and machining.
- Cold forming (AKA cold heading) is the process of forming a bolt without heating up steel. This is done by striking or pressing the material within a form.
- Hot forging is the process of heating up steel to a point where it becomes malleable, then forming it in a die.
- Machining is the process of cutting away steel to fit desired bolt dimensions.
Each of these methods has its own advantages and disadvantages, so one may be more suitable for a particular application than another. For instance, we typically use cold forming at Wilson-Garner because it suits materials like alloy and carbon steel wonderfully and strengthens them through a process called “work hardening.”
Read more about these common bolt manufacturing methods here.
The Bolt Manufacturing Process: A Step-by-Step Guide
Now let’s look at one of these bolt manufacturing processes in action. As we mentioned above, we primarily use cold forming at Wilson-Garner, so we’ll use a cold-formed bolt as an example.
The bolt we’ll look at here is a hex flange bolt with a 1” diameter. It’s made of alloy steel. Here are the seven steps we take to manufacture it, along with pictures from throughout the production process. Keep in mind that this is a part that requires a few more steps in the production process than others due to its shape and diameter.
1. Cutoff
Our team takes bars of steel and cuts them to length.
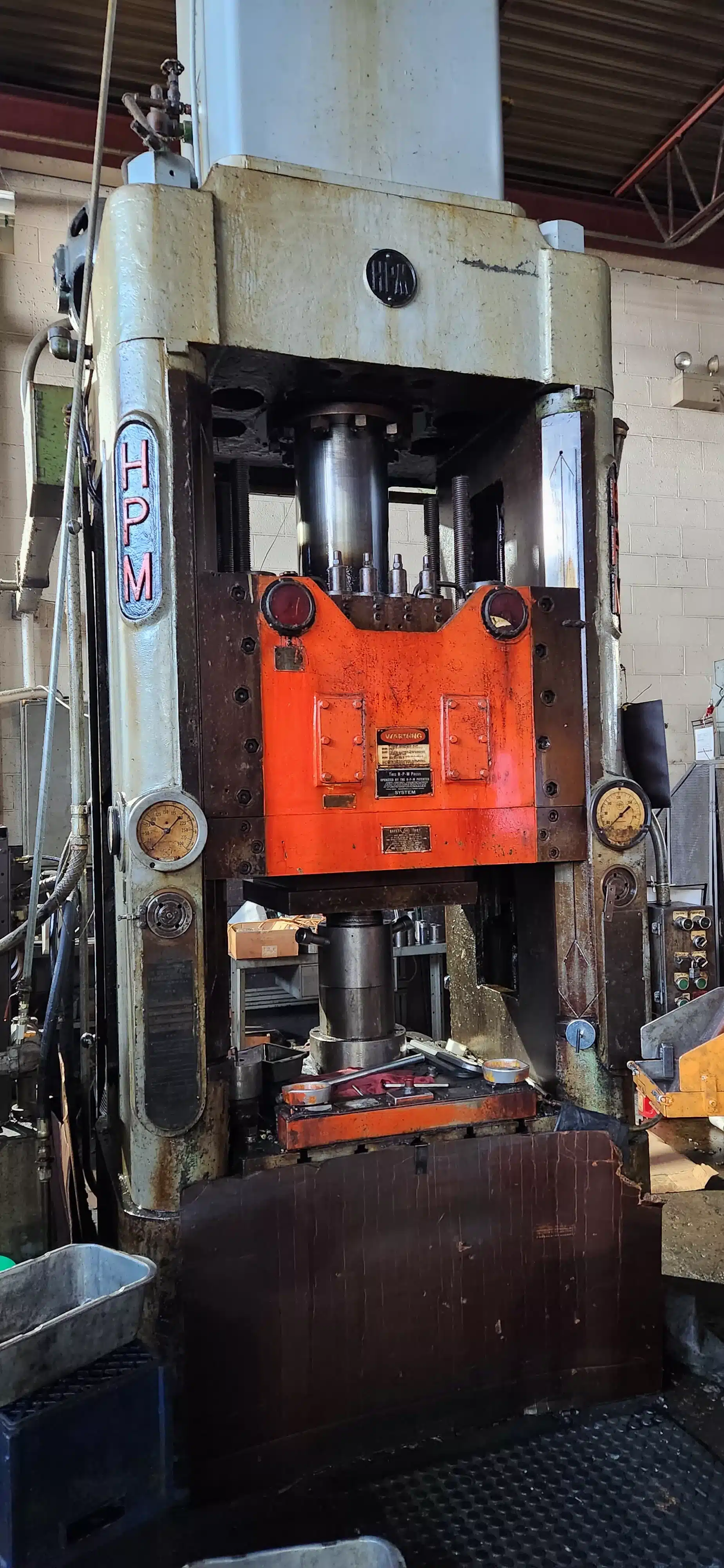
2. Extrude

This is our first hit. We strike each piece of cut material (one at a time) within a large press to reduce the diameter on one end to the pitch diameter that is specified. That’s where the threads will be formed in a future step.
The other end (with the larger diameter) is where the bolt’s head will be. During this step, it gets a small increase in diameter to prepare for the next hit.
3. Upset

This is our second hit, where we strike the material within the press again (also one at a time). The goal here is to enlarge the bolt’s head end, so it’s ready for the final hit that will form it. The material doesn’t typically flow well enough to form the head in just one hit.
4. Headed

This is our third hit, which is also done one at a time in a press. The hex, flange, undercut, and head markings are all formed during this stage.
5. Trimmed

This is our fourth and final hit. It’s done in a trimming press, one at a time. This is when the flange is trimmed, making it straight and round.
6. Rolled

During this stage, we roll the bolt’s threads. While some manufacturers may choose to cut threads, we stick with thread rolling at Wilson-Garner. Rolled threads are typically more durable, accurate, and resource-efficient.
The threads are added using a reed roller, again one at a time. This is a very intensive part of the bolt manufacturing process.
Once the threads are all rolled, the bolt is dimensionally done and ready for final dimensional inspection. This is when our team ensures all the dimensions are in tolerance.
7. Finished

During this stage, we send the bolt (and all the others in the order) off to a partner for heat treatment, blasting, and zinc plating. We don’t do in-house finishing or plating at Wilson-Garner.
After the bolts have been heat-treated, blasted, and plated, we get them back, and they’re almost finished. But before they’re ready to pack and ship, we re-roll the threads one more time. This is to remove any nicks or burrs that may have been added in the heat treat or plating process, and to ensure that the threads gauge properly.
From there, the bolts go through one final inspection to ensure everything is as it should be. Then it’s time to pack and ship!

Looking for a Quality Bolt Manufacturer? Choose Wilson-Garner.
Wilson-Garner is your trusted source for high-quality, custom fasteners in limited-run quantities. Our production and testing processes ensure you get the exact fasteners you need, every time. If you need a bolt, screw, or stud manufactured to your specifications, please reach out! We’d love to discuss how we can help.